
InspectAPedia® FREE Encyclopedia of Building & Environmental Construction, Diagnosis, Maintenance & Repair |
Question? Just ask us! InspectAPedia
|
 Asbestos in Friction Materials
Asbestos in Friction Materials
including asbestos in brakes, brake linings, brake pads, clutch linings
Manufacture &
Identification of Asbestos Friction Materials
- POST a QUESTION or COMMENT about asbestos in friction materials such as brake linings, clutches & transmissions
Asbestos in friction materials such as brake linings, clutches & transmissions: history, manufacture, visual identification: how to recognize asbestos-based or asbestos containing electrical insulation materials in products - a visual guide to identifying asbestos.
This articles series about the manufacture & use of asbestos-containing products includes detailed information on the production methods, asbestos content, and the identity and use of asbestos-containing materials.
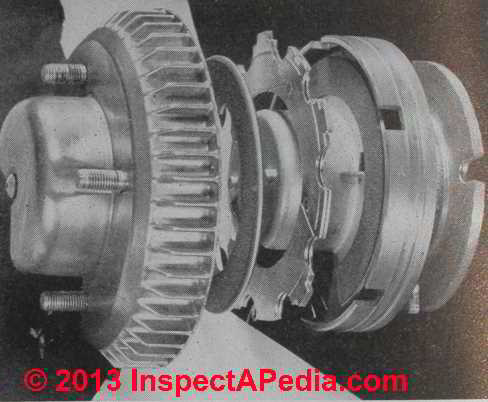
Page top photo shows asbestos friction material in a Schwitzer clutch plate. In this application the asbestos-based clutch plate protected the opposing alulminum clutch plates from scoring damage, operated at high temperatures, and maintained torque while immersed in silicone.
InspectAPedia tolerates no conflicts of interest. We have no relationship with advertisers, products, or services discussed at this website.
Asbestos Hazards in Brake Linings or Pads, Clutch Linings & Other Friction Materials
Bottom line: in North America you would not expect to find asbstos in brake and clutch linings made after about 1983 and asbsestos in older brake pads or shoes is not likely to be nor have been a hazard to vehicle owners/users.
While not all of the asbstos studies we cite below agree with one another, it's apparent that if there is an asbestos hazard from automotive brake pads, linings, or clutch linings, its a hazard for workers who perform maintenance on vehicle brakes and clutches not to drivers or pedestrians in or near automobiles.
In some countries such as Bogotá, Colombia asbestos brake linings and blocks are still in current use in heavy vehicle brake repair shops (Cely-Garcia 2014) and report finding health conditions consistent with asbestos exposure in those workers (Cely-Garcia 2015) while other researc studies did not find the same result (Poland 2019) (Blake 2003).
Research on Asbestos Hazards in Brakes & Clutches
- Augustyniak, Christine M. "Asbestos." In Economic Analyses at EPA, pp. 171-203. Routledge, 2014.
Abstract:
The Toxic Substances Control Act of 1976 (TSCA) authorizes EPA to control the content of products to eliminate “unreasonable risks.” Over the period 1979–89 EPA dedicated an estimated seven million dollars to conducting sophisticated analyses of the costs and benefits of banning asbestos from more than thirty product categories. The analyses showed that asbestos could be banned from a number of products at low to moderate costs.
In promulgating the final asbestos rule, EPA management perceived a number of changes in the marketplace, such as the elimination of asbestos from new car brakes without noticeable increases in cost.
These changes led EPA management to believe that the actual cost of substitutes would be lower than the estimates of record. In the end, EPA decided to phase out all asbestos use in covered product categories over a nine-year period and added a waiver procedure under which manufacturers could petition the agency to extend the deadlines if substitutes were not available.
The evidence shows that the economic analyses were used to categorize products containing asbestos, decide which product groupings to regulate, and divide the covered products into three groups for phased regulation based primarily on the availability of known substitutes.
However, for a variety of reasons, management did not give great weight to the estimates of cost per life saved for the individual products.
Here, Christine Augustyniak describes the economic analysis and shows how and to what degree the study influenced policy. - Blake, Charles L., Drew R. Van Orden, Marek Banasik, and Raymond D. Harbison. AIRBORNE ASBESTOS CONCENTRATION FROM BRAKE CHANGING DOES NOT EXCEED PERMISSIBLE EXPOSURE LIMIT [PDF] Regulatory toxicology and Pharmacology 38, no. 1 (2003): 58-70.
Abstract:
The use in the past, and to a lesser extent today, of chrysotile asbestos in automobile brake systems causes health concerns among professional mechanics. Therefore, we conducted four separate tests in order to evaluate an auto mechanic’s exposure to airborne asbestos fibers while performing routine brake maintenance.
Four nearly identical automobiles from 1960s having four wheel drum brakes were used. Each automobile was fitted with new replacement asbestos-containing brake shoes and then driven over a predetermined public road course for about 2253 km. Then, each car was separately brought into a repair facility; the brakes removed and replaced with new asbestos-containing shoes.
The test conditions, methods, and tools were as commonly used during the 1960s. The mechanic was experienced in brake maintenance, having worked in the automobile repair profession beginning in the 1960s.
Effects of three independent variables, e.g., filing, sanding, and arc grinding of the replacement brake shoe elements, were tested. Personal and area air samples were collected and analyzed for the presence of fibers, asbestos fibers, total dust, and respirable dust.
The results indicated a presence in the air of only chrysotile asbestos and an absence of other types of asbestos. Airborne chrysotile fiber exposures for each test remained below currently applicable limit of 0.1 fiber/ml (eight-hour time-weighted average). - Castleman, Barry. "Asbestos products, hazards, and regulation." International Journal of Health Services 36, no. 2 (2006): 295-307.
Abstract
Asbestos is present in the United States in a multitude of products used in past decades, and in some products that continue to be imported and domestically produced. We have limited information on the hazards posed by some of these individual products and no information at all on most of them.
Legal discovery of corporate documents has shed some light on the use of asbestos in some products and exposures from asbestos in others, sometimes adding considerably to what was in the published literature. But liability concerns have motivated corporate efforts to curtail governmental public health guidance on long-recognized hazards to workers.
Liability considerations have also evidently led, in the case of asbestos brake linings, to the support of publication in the scientific literature of review articles denying in the 21st century what had been widely accepted and established in health policy in the 20th century.
This report is an effort to illustrate the suppression and emergence of scientific knowledge in a climate of regulation and liability. Examples discussed are vinyl-asbestos flooring, feminine hygiene products, automotive friction materials, and asbestos contamination of other minerals such as talc and vermiculite. Global efforts to deal with the hazards of continuing marketing of asbestos products are also discussed. - Castleman, Barry, Lucille A. Camarota, Albert J. Fritsch, Susan Mazzocchi, and Robert G. Crawley. THE HAZARDS OF ASBESTOS FOR BRAKE MECHANICS [PDF] Public Health Reports 90, no. 3 (1975): 254.
- Cely-Garcia, Maria Fernanda, Carlos A. Torres-Duque, Mauricio Durán, Patricia Parada, Olga Lucia Sarmiento, Patrick N. Breysse, and Juan P. Ramos-Bonilla. "Personal exposure to asbestos and respiratory health of heavy vehicle brake mechanics." Journal of exposure science & environmental epidemiology 25, no. 1 (2015): 26-36.
Abstract:
Asbestos brake linings and blocks are currently used in heavy vehicle brake repair shops (BRSs) in Bogotá, Colombia. Some brake products are sold detached from their supports and without holes, requiring manipulation before installation.
The aim of this study was to assess asbestos exposures and conduct a preliminary evaluation of respiratory health in workers of heavy vehicles in BRSs. To estimate asbestos exposures, personal and area samples were collected in two heavy vehicle BRSs. Each shop was sampled during six consecutive days for the entire work shift.
Personal samples were collected on 10 workers including riveters, brake mechanics, and administrative staff. Among workers sampled, riveters had the highest phase contrast microscopy equivalent (PCME) asbestos concentrations, with 8-h time-weighted average (TWA) personal exposures ranging between 0.003 and 0.157 f/cm3. Respiratory health evaluations were performed on the 10 workers sampled.
Three workers (30%) had circumscribed pleural thickening (pleural plaques), with calcifications in two of them. This finding is strongly suggestive of asbestos exposure.
The results of this study provide preliminary evidence that workers in heavy vehicle BRSs could be at excessive risk of developing asbestos-related diseases. - Cely-García, María Fernanda, Mauricio Sánchez, Patrick N. Breysse, and Juan P. Ramos-Bonilla. PERSONAL EXPOSURES TO ASBESTOS FIBERS DURING BRAKE MAINTENANCE OF PASSENGER VEHICLES [PDF] (2012) Annals of occupational hygiene 56, no. 9 (2012): 985-999.
Abstract
Introduction:
Brake linings and brake pads are among the asbestos-containing products that are readily available in Colombia. When sold separated from their support, brake linings require extensive manipulation involving several steps that include drilling, countersinking, riveting, bonding, cutting, beveling, and grinding. Without this manipulation, brake linings cannot be installed in a vehicle.
The manipulation process may release asbestos fibers, which may expose brake mechanics to the fibers.
Methods: Three brake repair shops located in Bogotá (Colombia) were sampled for 3 or 4 consecutive days using US National Institute for Occupational Safety and Health (NIOSH) methods 7400 and 7402. Standard procedures for quality control were followed during the sampling process, and asbestos samples were analyzed by an American Industrial Hygiene Association accredited laboratory.
Personal samples were collected to assess full-shift and short-term exposures. Area samples were also collected close to the brake-lining manipulation equipment and within office facilities. Activities were documented during the sampling process.
Results Using Phase Contrast Microscopy Equivalent counts to estimate air asbestos concentrations, all personal samples [i.e. 8-h time-weighted averages (TWAs) and 30-min personal samples] were in compliance with the US Occupational Safety and Health Administration standards. Personal asbestos concentrations based on transmission electron microscopy counts were extremely high, ranging from 0.006 to 3.493 f cm −3 for 8-h TWA and from 0.015 to 8.835 f cm−3 for 30-min samples.
All asbestos fibers detected were chrysotile. Cleaning facilities and grinding linings resulted in the highest asbestos exposures based on transmission electron microscopy counts. There were also some samples that did not comply with the NIOSH’s recommended exposure limits.
Conclusion:
The results indicate that the brake mechanics sampled are exposed to extremely high asbestos concentrations (i.e. based on transmission electron microscopy counts), suggesting that this occupational group could be at excess risk of asbestos-related diseases. asbestos, brake linings, brake mechanics, chrysotile, Colombia, exposure assessment - De Vita, Joseph, Stephen Wall, Jeff Wagner, Zhong-Min Wang, and Leela E. Rao. "Determining the frequency of asbestos use in automotive brakes from a fleet of on-road California vehicles." Environmental science & technology 46, no. 3 (2012): 1344-1351.
Abstract:
Asbestos is a known human carcinogen, and recent regulation in California limits asbestiform fibers in brakes to trace levels beginning in 2014, although there is no corresponding federal requirement. In order to gauge the current prevalence of asbestos use in automotive brake applications, the California Air Resources Board tested brake linings from 137 light- and medium-duty vehicles and 54 heavy-duty vehicles.
Only about 3% of the light- and medium-duty vehicle brake linings contained chrysotile asbestos. All of those brake linings were drum-type shoes, which are generally being phased out.
No asbestos was found in low mileage vehicles presumed to have their original stock linings from the vehicle manufacturer. Additionally, no asbestos was found in the heavy-duty vehicle brake shoe linings sampled.
Given the small percentage of vehicle brake linings with asbestos observed, it appears that the prior federal ban that was subsequently overturned, in combination with a threat of litigation, has reduced asbestos use in brake linings.
However, our study was limited in scope and without a national ban, the current and future prevalence of asbestos in brakes is uncertain, suggesting the need for continued monitoring of materials released as toxic air contaminants in normal braking operations. - FORD BRAKE PAD MSDS (Contemporary) [PDF] - retrieved 2024/01/01, original source: fcsdchemicalsandlubricants.com/msds/ca199572en_supplier.pdf
and also for modern UK brake products:
DISC BRAKE PADS MIX (TL400V) MSDS (contemporary) [PDF] Bremsen Tecnhick - retrived 2024/01/01 original source: cbsparts.ca/admin/bulletins/MSDS%20TL400V.pdf - Grigoratos, Theodoros. "Regulation on brake/tire composition." In Non-exhaust emissions, pp. 89-100. Academic Press, 2018.
Abstract
This chapter tries to summarize the situation regarding existing regulation on brake and tire composition, worldwide.
The most important pieces of legislation affecting brake composition include asbestos ban; REACH and REACH-like regulations; the European regulation on classification, labeling, and packaging of chemical substances and mixtures; and regional regulations related to restrictions on the use of trace elements and heavy metals.
On the other hand, tire composition is driven mainly from REACH and REACH-like regulations, while it is also affected from the Global Automotive Declarable Substances List and International Material Data System.
The most important chemical substances prohibited in brake manufacturing include asbestos, cadmium, chromium (VI), lead, and mercury, while in case of tires, polycyclic aromatic hydrocarbons. - Kim, Walter S., and David E. Kuivinen. Assessment of potential exposure to friable insulation materials containing asbestos. No. NASA-TM-81435. 1980.
- Lemen, Richard A. "Asbestos in brakes: exposure and risk of disease." American journal of industrial medicine 45, no. 3 (2004): 229-237.
Abstract:
Asbestos has been incorporated into friction products since the early 1900s. Epidemiological studies have been equivocal in their analysis of the incidence of disease among mechanics servicing brakes. Decomposition of asbestos occurs during the normal usage of the brake due to thermal decomposition into forsterite, although not all asbestos is so converted.
Short fibers, below 5 μm in length, are also found in brake products. Several facts are discussed including the toxicity of the remaining asbestos fibers, short asbestos fibers, and the health implications of exposure to forsterite.
Control methodologies, when used appropriately, have reduced exposure to asbestos during brake servicing, but have not been able to entirely eliminate exposure to asbestos, thus bring into question the controlled use of asbestos for friction product such as brakes.
Even the so called “controlled” use of asbestos containing brakes poses a health risk to workers, users, and their families. Am. J. Ind. Med. 45:229–237, 2004. © 2004 Wiley-Liss, Inc. - Paustenbach, Dennis J., Brent L. Finley, Elizabeth T. Lu, Gregory P. Brorby, and Patrick J. Sheehan. "Environmental and occupational health hazards associated with the presence of asbestos in brake linings and pads (1900 to present): a “state-of-the-art” review." Journal of Toxicology and Environmental Health, Part B 7, no. 1 (2004): 25-80.
Abstract: excerptsThroughout the history of automobile development, chrysotile asbestos has been an essential component of vehicle brake linings and pads. Acceptable alternatives were not fully developed until the 1980s, and these were installed in vehicles produced over the past decade.
This article presents a “state-of-the-art” analysis of what was known over time about the potential environmental and occupational health hazards associated with the presence of chrysotile asbestos in brake linings and pads.
As part of this analysis, the evolution of automobile brakes and brake friction materials, beginning with the early 1900s, is described. Initial concerns regarding exposures to asbestos among workers involved in the manufacture of friction products were raised as early as 1930.
Between 1930 and 1959, eight studies were conducted for which friction product manufacturing workers were part of the population assessed. These studies provided evidence of asbestosis among highly exposed workers, but provided little information on the magnitude of exposure. The U.S. Public Health Service proposed the first occupational guideline for asbestos exposure in 1938.
The causal relationship between asbestos exposure and lung cancer was confirmed in 1955 in asbestos textile workers in the United Kingdom, and later, in 1960, in South Africa, mesothelioma was attributed to asbestos exposure to even relatively low airborne concentrations of crocidolite.
Between 1960 and 1974, five epidemiology studies of friction product manufacturing workers were conducted. During this same time period, the initial studies of brake lining wear (dust or debris) emissions were conducted showing that automobile braking was not a substantial contributor of asbestos fibers greater than 5μm in length to ambient air.
The first exposure surveys, as well as preliminary health effects studies, for brake mechanics were also conducted during this period. In 1971, the Occupational Safety and Health Administration promulgated the first national standards for workplace exposure to asbestos.
During the post-1974 time period, most of the information on exposure of brake mechanics to airborne asbestos during brake repair was gathered, primarily from a series of sampling surveys conducted by the National Institute of Occupational Safety and Health in the United States. These surveys indicated that the time-weighted average asbestos concentrations (about 1–6h in duration) during brake servicing were between 0.004 and 0.28 fibers per cubic centimeter, and the mean time-weighted average concentration was about 0.05 fibers per cubic centimeter.
The data also showed that brake mechanics were not exposed to time-weighted average concentrations above workplace exposure limits in effect at the time of the study. From 1975 to 2002, more than 25 epidemiology studies were conducted examining the risks of asbestos-related diseases in brake mechanics.
These studies clearly indicated that brake mechanics were not at increased risk of adverse health effects due to exposure to asbestos. Specifically, the studies found no increased risk of mesothelioma or asbestosis in brake mechanics, and no evidence that lung cancer in this occupational group can be attributed to exposure to asbestos during brake repair.
This could be due to one or a number of factors: the airborne concentration of chrysotile asbestos and the duration of exposure are too small to be significant, the chrysotile fibers are too short to be biologically important, that chrysotile fibers are substantially less potent than amphibole fibers in inducing lung cancer and mesothelioma, or other yet-to-be-understood factors.
Finally, there were 20 studies published during this time period evaluating asbestos exposure or asbestos-related health effects in friction product manufacturing workers.
These studies indicated that these workers were historically exposed to concentrations of chrysotile fibers perhaps 10 to 50 times greater than those of brake mechanics, but the risk of asbestosis, mesothelioma, and lung cancer, if any, was not apparent, except for those workers who had some degree of exposure to amphibole asbestos during their careers. - Poland, Craig A., and Rodger Duffin. THE TOXICOLOGY OF CHRYSOTILE-CONTAINING BRAKE DEBRIS: IMPLICATIONS FOR MESOTHELIOMA [PDF] Critical reviews in toxicology 49, no. 1 (2019): 11-35.
Abstract
The global use of “asbestos” in various commercial products has led to a wide range and pervasive legacy of disease.
One such use of chrysotile asbestos was brake pads and was utilized commonly in automobiles and heavy vehicles. The result of incorporation of chrysotile into brake pads is associated with the exposure of mechanics fitting and servicing vehicles to liberated chrysotile fibers.
Despite the proven exposure, the relative risk of malignant mesothelioma (MM) in this occupational population is broadly seen as low.
The toxicity of particulates, including fibers such as chrysotile, is driven by a combination of dose and physicochemical properties. As such, it is plausible that chrysotile released from brake pads may have undergone modification, thereby altering the pathogenicity profile.
The impact of high sheer stress causing shortening of long fibers, heat modification, binding of resin matrix to the fiber surface on the relative toxicity of brake debris with regards to MM is considered.
It is apparent that released chrysotile can undergo significant modification, reducing the long fiber dose although not all modifications may lead to reduced toxicity. - Rosner, David, and Gerald Markowitz. "“Ain’t necessarily so!”: The brake industry’s impact on asbestos regulation in the 1970s." American Journal of Public Health 107, no. 9 (2017): 1395-1399.
Abstract:
Canada is proposing a ban on asbestos, and the US Environmental Protection Agency has listed it among the first 10 materials it is investigating under the new Toxic Substances Control Act revisions. However, this effort is currently running up against enormous industry and political opposition.
Here, we detail the activities in the early 1970s of the Friction Materials Standards Institute, an industry trade association, to stifle earlier attempts to regulate asbestos use in brake linings, one of the oldest and most obvious sources of asbestos exposure to mechanics, among others. (Am J Public Health. 2017: 1395–1399. doi: 10.2105/AJPH.2017.303901) - Salazar, Natalia, María Fernanda Cely-García, Patrick N. Breysse, and Juan Pablo Ramos-Bonilla. ASBESTOS EXPOSURE AMONG TRANSMISSION MECHANICS IN AUTOMOTIVE REPAIR SHOPS [PDF] Annals of Occupational Hygiene 59, no. 3 (2015): 292-306. - original source: academic.oup.com/annweh/article/59/3/292/2740599?login=false
Excerpt:
Objectives:
Asbestos has been used in a broad variety of industrial products, including clutch discs of the transmission system of vehicles. Studies conducted in high-income countries that have analyzed personal asbestos exposures of transmission mechanics have concluded that these workers are exposed to asbestos concentrations in compliance with the US Occupational Safety and Health Administration (US OSHA) occupational standards.
Clutch facings are the friction component of clutch discs. If clutch facings are sold separated from the support, they require manipulation before installation in the vehicle.
The manipulation of asbestos containing clutch facings is performed by a group of mechanics known as riveters, and includes drilling, countersinking, riveting, sanding, and occasionally grinding, tasks that can potentially release asbestos fibers, exposing the mechanics.
These manipulation activities are not reported in studies conducted in high-income countries. This study analyzes personal asbestos exposures of transmission mechanics that manipulate clutch facings. - Sethupathi, P. Baskara, J. Chandradass, and M. A. Saibalaji. COMPARATIVE STUDY OF DISC BRAKE PADS SOLD IN INDIAN MARKET—IMPACT ON SAFETY AND ENVIRONMENTAL ASPECTS[PDF] Environmental Technology & Innovation 21 (2021): 101245.
Abstract:
The new generation brake pad offers innumerable benefits like adequate friction, moderate wear and contributes to environmental pollution as well. There is a need to study the safety and environmental aspects of the brake pads sold in India. The present study included testing of three brake pads from well-established producers including — Original Equipment manufacturer (OE), After Market (Export) (AM(E)) and After Market (AM).
In the study of analyzing the safety aspect, the brake pads were tested as per SAEJ661a standard. It was observed that AM(E) and AM had developed a low coefficient of friction of 0.36 and 0.27. Further in the study concerning the wear aspects, the highest wear was observed from sample AM (68.3 g), followed by AM(E) (56.9g) and OE (54.3g). Chemical compositions were also investigated for studying the toxicological aspects.
Trace of asbestos, a banned fiber was detected in one of the aftermarket pad (AM). In addition, the presence of copper was also found in an OE brake pad which usually is deposited on roadways and then gets transported to lakes and rivers by storm water runoff, thereby contaminating the water bodies.
The paper also includes some suggestions to prevent the heavy metal contamination. The study recommends that strict legislations needs to be enforced to monitor the usage of heavy metals and banned contaminants in the formulation of brake pads.
Additionally, the study proposes to make some basic product testing standards for brake pads to pass certain fitness level/with fade indices under varying conditions before it gets delivered in the market in order to ensure safety levels in Indian Market and to protect waterways by ensuring brake pads are free of toxicants. - Spencer, John W., Marc J. Plisko, and J. LeRoy Balzer. "Asbestos fiber release from the brake pads of overhead industrial cranes." Applied occupational and environmental hygiene 14, no. 6 (1999): 397-402.
- ASBESTOS BRAKE PADS - in our list of asbestos containing products
Asbestos Friction Materials History & Manufacturing Processes
 Introduction
Introduction

The following text is Adapted from Rosato (1959) p. 113-129 [1] © 2021 InspectApedia.com
Asbestos is an important and major constituent of many types of friction materials. Modern industry makes use of friction materials in a wide variety of applications—automobiles, trucks, hoists, washing machines, and other moving or rotating equipment. See Figures 7.1 and 7.2 below.
[Click to enlarge any image]
Photo at left illustrates use of asbestos within a butterfly valve observed in Australia in 2013 - discussed further under Bearing Compounds
at ASBESTOS PHOTO GUIDE to Materials
Also see ASBESTOS PRODUCTS in AUSTRALIA
On the basis of volume, the automobile and heavy building equipment industries are the largest users of friction materials. Brake linings, automatic transmission braking, and clutch facings are of primary interest.
Braking means converting kinetic energy into heat. It is accomplished by bringing such friction material as a brake lining or clutch facing into contact with a moving member, a brake drum. The performance of the brake is proportional to the relative coefficient of friction between friction material employed and the moving part.
Different types of brakes differ with respect to their ability to dissipate heat. Such special operating conditions must be observed as ease and speed of installing the friction material or special resistance to shear at the rivet or adhesive bonded locations. In order to satisfy all requirements, a variety of different types of friction materials are in use.
Friction materials with asbestos as a basic material have properties which cannot be obtained with other materials. They are not apt to be hot. By virtue of the natural slipperiness of the fiber, suitable braking action occurs. Such parts as brake drums, when exposed to frictional action, are not subjected to excessive rates of wear.
 Chrysotile asbestos is used universally. It is much easier
to process than the crocidolite asbestos and it is more abundant.
The chrysotile fibers have better heat resistance than
the crocidolite in these applications. Inasmuch as they are
also softer, it has been reported that they have less tendency
to cause scoring of metal.
Chrysotile asbestos is used universally. It is much easier
to process than the crocidolite asbestos and it is more abundant.
The chrysotile fibers have better heat resistance than
the crocidolite in these applications. Inasmuch as they are
also softer, it has been reported that they have less tendency
to cause scoring of metal.
The molded and extruded products are the major types produced.
Figure 7.1. Schwitzer clutch plate. Asbestos-base friction material selected by Schwitzer Corp. because of its ability to avoid scoring opposite aluminum plates, to resist damage from 250°F operating temperatures, and to maintain sufficient torque capacity to engage while immersed in silicone.
The thermo-modulated fan-drive unit matches fan speed to engine cooling demands in trucks and buses. - Courtesy Armstrong Cork Company.
Asbestos-binder products have a normal dry coefficient of friction on steel or cast iron drums of approximately .0.35.
That coefficient may be as high as 0.65. Cotton and brass wire in the yarn may change these values slightly.
It is interesting to note that cotton, wood, or leather will char against hot iron or steel at approximately 300°F.
When mixed with asbestos fiber in a relatively small amount, cotton fibers do not burn as readily.
 The frictional heat
normally reported in braking may be between 400 and
600°F for approximately one-half the lining thickness. This
temperature will reduce the cotton to carbon particles and
tend to produce a highly polished or glazed surface.
The frictional heat
normally reported in braking may be between 400 and
600°F for approximately one-half the lining thickness. This
temperature will reduce the cotton to carbon particles and
tend to produce a highly polished or glazed surface.
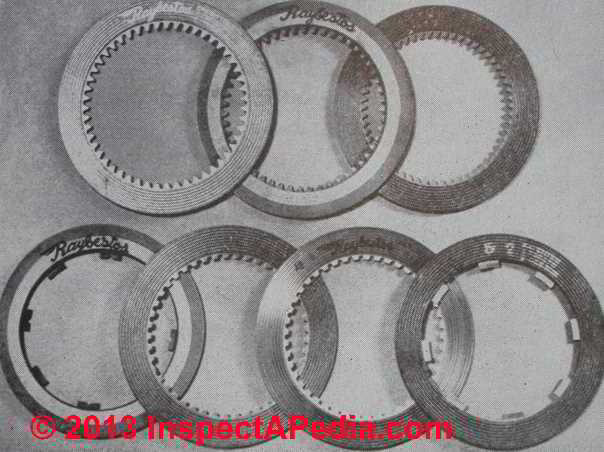
Figure 7.2. Automatic transmission clutch plates consisting of wafers of asbestos-metallic material, cork, and treated paper material, paper material or steel material bonded with thermosetting adhesives to steel plate. - Courtesy Raybestos Manhattan, Inc.
Extremely high temperatures are theoretically obtained on the surface of friction material, or on the surface of brake drums during the braking action of standard automobiles and trucks.
Actual temperature readings are generally difficult to record. Literature records temperatures from 2,000 to 2,500°F for short periods of time.
The actual temperature of the friction material varies with the distance from the friction surface.
During severe braking action, the surface temperatures at the interface between lining and drum are invariably higher than any recorded drum temperature. These flash temperatures are of extremely short durations, which in turn is the basic reason that organically bonded brake linings perform satisfactorily in these high-temperature cycles.
The actual temperature of the adhesive bonds normally does not exceed 300 to 400°F because of the low thermal conductivity of the friction-plastic materials.
 In resin-bonded friction materials, the resin begins to
dissociate at approximately 600°F. Softening and lower friction
values occur.
In resin-bonded friction materials, the resin begins to
dissociate at approximately 600°F. Softening and lower friction
values occur.
Some of the friction materials may not soften but they do disintegrate. For these types of products, the generated heat goes into the brake drum. The friction materials are good heat insulators.
In classifying friction materials, the general procedure is to consider the basic structure or construction of each type. Predominate forms of asbestos applicable to frictional materials follow. See Figure 7.3.
Figure 7.3. Asbestos woven and molded brake linings, clutch facings, cone facings and segments. Courtesy Johns Manville, Inc.,
Molded or fiber linings With or without metallic wire (staple, continuous, etc.) Millboard Papers Woven or fabric linings With or without metallic wire Single or plied sheets Others, such as braiding
Fabrication of Asbestos-Based Friction Materials
The general basic materials used to impregnate or mix molded and woven linings are asphalts, drying oils, synthetic resins, and rubber. The specific materials include linseed oil, phenolic resins, furan resins, gilsonite, artificial asphalts, pitches, Chinawood oil, mineral oil, natural and synthetic rubber, silicates, casein, and coal tar.
Combinations of these materials are also made—asphalts and drying oils, asphalts and phenolic resins, asphalts and sulfur, synthetic resins and gums, drying oils and silicates, and asphalts with gums. However, these materials can be used with or without solvents. During solvent impregnation of woven asbestos products, it is important to study the depth of penetration which actually occurs.
A certain amount of filtering action of the fibers can occur. In addition, capillary attraction during the drying cycles to remove solvent can cause the binders to concentrate on the surface of the woven material. The openness of the yarn and weave can control depth of saturation.
Other controls—the solids content of binder bath, speed of treatment, and type of saturating ingredients—exist too. With high binder content on the surface of lining, the brakes can "grab" during high temperature operation. Sulfur has been used to eliminate this problem substantially.
Gilsonite as well as other asphalts can be applied as dry powders, in water dispersion and with solvent. Asphalts can be emulsified in water with the aid of colloidal clay, casein, starch, glue and soaps. Coal tar, wood tar, water gas tar, and oil gas tar are the types of tars used. Water gas tar is most commonly used inasmuch as it acts as a vehicle for other materials as well as colors the lining.
Rubberized linings are used extensively. Rubber compounds can be varied in regard to thermal stability. Certain materials can be added to the compounds to provide for special chemical or physical requirements.
Available literature and patents disclose that a general brake lining rubber compound contains the following materials with percentage limits by weight: 10 to 70 per cent rubber, 5 to 32 per cent sulfur, 1 to 5 per cent zinc oxide, 2 to 20 per cent litharge, 1 to 5 per cent lime, 15 to 70 per cent clay or whiting, 1 to 15 per cent carbon black, 5 to 15 per cent graphite, 1 to 5 per cent softeners, 1/2 to 1 1/2 per cent accelerators, and approximately 1 per cent age resistors.
Curing of rubber stocks is generally accomplished at 250 to 325°F.
Latex is used in the treatment of asbestos woven and fiber molded friction materials. The fact that latex contains rubber particles in a finely divided condition suggests that it would be an ideal material for applying rubber to asbestos in the manufacture of rubber-bonded friction parts.
Processes have been installed to handle various types of compounds. A mixture or compound applicable to the manufacture of linings follows: 40 per cent latex solids, 10 per cent sulfur, 7 per cent carbon black, 8 per cent zinc oxide, and 2 per cent graphite.
Impregnating Processes for Asbestos Brake Linings, Clutches, and Similar Friction Materials
In order to provide suitable or complete saturation of asbestos woven lining materials, the untreated asbestos is sometimes preheated prior to compounding or treating. Preheating temperatures are in the range of 250 to 300°F in order to remove moisture which can collect during storage.
For tapes and fabrics of woven linings, heating can be accomplished either in ovens where material remains in fixed positions, or in continuous heating ovens. Preheating can also be accomplished in the first step of a binder dip tank operation. For example, material can be sent through the heating chamber, then dipped in the binder, redried to remove solvent, and redipped.
Some manufacturers immerse rolls of raw tape in open tanks and allow them to soak in the impregnating solutions. The rolls are withdrawn and placed in an oven to dry. During this procedure, there is a tendency for the solvent in drying to draw the binder material to the edges of the tape on the side of the roll. To provide better distribution of binder, vacuum and pressure processes are also used.
Processes include putting the untreated tape in loose rolls and placing them in a large autoclave. A vacuum is created and the temperature is raised above 200°F in the vat. This operation removes air and moisture which may be trapped in the tape. Then, the impregnating fluid is made to flow into the vat. Pressure is applied which in turn forces the solution into all parts of the tape. After saturation, the rolls are removed and dried thoroughly in drying ovens.
Another popular method of impregnating woven material is to feed material under a tank which contains a row of orifices in the bottom which are regulated to allow a prescribed amount of liquid binder to drip on the fabric. In this drip process, the fabric moves under the row of orifices.
An impregnating material in powder form, such as powdered synthetic resin or pulverized gilsonite, provides another process. The powder is sprinkled on the layer of asbestos and cotton fiber as it comes from the carding machine and before it is made into rovings. As this layer is rubbed into the roving during the calendering process, the powder is interspersed with the fiber and remains there until treated by heat.
Methods of treating fabric for producing friction materials have included treating the yarns with the impregnating solution, drying the resin treated yarns and then weaving the fabric or tape.
Asbestos-Based Molded Lining Friction Material Production
Molded friction materials are identified as all types of products which are cured in molds under pressure. These materials include both dry and wet mixed molding corn- pounds as well as impregnated or nonimpregnated fabrics and millboard. Molding compounds are the most popular.
Molded dry or wet mixed types of brake linings permit the use of extremely short fibers as low as group 7F. Basically, the processes consist of special mixes of asbestos fibers with organic resins, inorganic fillers, and in the majority of applications, metallic reinforcements. The linings consist of unoriented asbestos fibers without pattern or direction. A random arrangement of the fibers in the lining is produced.
With other methods the material is combed in such a manner that fibers assume a parallel or sheet arrangement. Molded linings may have a smooth surface coating which should be removed. In addition to the skin of the bonding material, the surface may have a mold lubricant which is undesirable. Grinding or sand blasting is generally used to remove the surface.
Composition of the molded friction products is generally similar to that of the impregnated fabrics; they are referred to as rubber-asbestos mixes. The average composition of rubber compounds includes 40 to 70 per cent asbestos with 30 to 60 per cent rubber compounds. T
he fibers used can include asbestos, cotton, mineral wool, flax, jute, and rayon. Asbestos fiber is the most useful of these, as it is heatresistant and tends to knit the compound together. Carbon black, zinc oxide, magnesium carbonate and clay are commonly used to strengthen or reinforce brake lining rubber compounds. Fillers used to provide bulk include gypsum, whiting, iron oxide, barium sulfate, fuller's earth, pumice and cement.
Dry Mixing Asbestos Based Friction Materials
The materials which are used to make the finished lining can be made in dry mixes. Standard procedures of weighing out a dry mix stock, introducing it into a suitable hot mold, and curing it under pressure loads ranging from 1,000 to 4,000 psi are used to mass produce friction materials. The mixed compounds are transferred to deep cavities in compression molds.
The high bulk factor of regular dry compounds makes it necessary to use heavy and deep molds. In order to reduce cost and to provide smaller sized molds, the practice of preforming the loose stock is widely used. In addition, the dry compounds are made dense by passing them through calenders, retumbling for mixing, etc.
Dry compounds are also made into linings by using equipment consisting of a hopper and a pair of rolls revolving in opposite directions. The two rolls are set at an opening in the lowest part of the hopper. As they revolve, the dry - material passes between them and produces a continuous strip of compressed material. A wire screen backing may be carried around one of the rolls and incorporated with the dry compressed friction material. The compressed sheet material is later cut into desired sizes and cured in molds under heat and pressure.
Dry mix linings are considered the most heat stable friction materials in general use. They are particularly suitable for brake blocks which are used in heavy duty service.
Wet Mixing Asbestos Based Friction Materials
Pulp beaters, roller mills, and extruder mills can be used to produce finished products in wet mixes. For extremely wet mixtures with a nonvolatile liquid, a paper-making pulp beater is used. The asbestos fiber and compounding ingredients are added and mixed in the beater. T
he pulp is fed into a paper making type of machine and formed into a thin sheet which is wound on a large cylinder and laminated or built up to required thicknesses. T
his type of product is also identified as asbestos millboard. The cylinder may be steam heated so that the sheet is dried before removal. However, the wet sheet can be removed from the cylinder, pressed in order to remove any excess liquid or solvent, and hung up to dry.
Instead of removing a layer of paper from only one roll, a number of rolls can be placed in series. The layers from each roll can be stacked together during manufacture so that a thick plied mat is formed.
The pulp can also be drawn to the surface of a suction roll which can revolve in the vats. An endless moving blanket removes the pulp covering the suction roll and carries it into a continuous sheet. The large cylinder or winding roll takes the pulp sheet from the blanket and accumulates a thicker laminated sheet. Th
e finished sheet or mat is similar to millboard construction except that it is fully loaded with rubber or plastic friction compound.
Many different processes are used to fabricate friction products with wet mixes. Special preform shapes in exceptionally thick sections can be made by using a preform or perforated metal screen located next to the pulp beaters. Suction applied to the outer side of the perforated screen will permit a deposit of compound within the form. This type of filtering process is similar to conventional paper pulp and plastic preforming equipment which uses screens to make preform shapes of flat or complex shapes.
Millboard Lining Asbestos Based Brake Linings
One of the oldest methods of making brake lining involves the use of millboard. This type of lining is built up from a sheet of pulp; it is impregnated either before or after plying. Then it is cured by heat and pressure.
Millboard can be cut to desired size and treated with rubber or resin friction compounds. After press or oven curing the impregnated sheets, the product can be machined or ground to the required dimensions. The basic problem in this type of construction is to produce a compound which will readily penetrate the millboard in order to provide the maximum amount of solids impregnation. Penetrating qualities of phenol and cresol resins are very useful in miliboardfriction products.
A thin layer of other materials can be bonded to the back of molded millboard. Hard rubber, fabric or wire screen is applied as a reinforcing backing. -
Rubber Mill Lining Asbestos Based Friction Materials
Varied types of rubber roll mills such as Banbury and two roll dough mixers are used to prepare rubber or plastic friction compounds. The general mixing procedure is similar to conventional rubber compounding. The crude rubber is fed into the V-opening between the rolls where the tearing action of the faster roll gradually breaks it down and softens the material.
As it softens, the compound clings to the slower roll and forms a sheet on it. Asbestos fiber, sulfur and other compounds are gradually fed into th rubber and mixed with it. A smaller amount of fiber and compounding materials can only be added to the rubber in this type of process as compared with the pulp method. The mixed compound can be formed into a sheet on a rubber mill or it can be made to flow through a calender and more accurately rolled into sheet form. Later, it is cut to size and cured.
Rubber itself breaks down and softens readily on a rubber mill. As the fibrous and powdered materials are added, the batch becomes stiff and unworkable. In order to mix the compounds satisfactorily, materials known as softeners are added to soften the batch. Softeners include mineral hydrocarbons, vegetable oils, tars, pitches, waxes, resins, gums, and soaps.
Generally, in order to obtain higher frictional values in rubber compounds, these materials are added: iron oxide, emery, silica, ground glass, pumice and iron filings. To produce lower frictional values these materials are added: grapilite, mica, talc, waxes, and soaps.
Sheeter Lining for Asbestos Based Friction Materials
Another method of preparing sheet material is in a "sheeter" machine which is a modified rubber mill. It is made up of one large heated roll from 10 to 15 ft long and 3 to 5 ft in diameter. A smaller cold roll in front of it revolves in the opposite direction.
The soft solvent-containing compound or stock is introduced between the two rotating rolls. A thin film of stock, ranging in thickness from one to two mils, is formed and adheres to the hot roll. Subsequent rotations result in additional layers or laminations being deposited on the hot roll. A
s the thickness of the brake lining stock is built up, the distance between the adjacent rolls increases automatically. In this way, a sheet for use as brake lining is gradually built up to the desired thickness.
During the operation, the solvents are removed. During the sheeting operation, metallic wire and fabric can be introduced and wound around a large roll with each successive accumulation of material. When the sheet has reached the desired thickness, it is slit and removed from the roll. Li
ning which has been built up on the sheeter machine can be fully cured before removing from the large roll. Segments can be cut from the cylinder and finished as desired.
Uncured or partially cured molded linings which have been manufactured by this as well as other methods, can be bent around a steam heated mandrel of specified curvature and held in place with a clamping jacket. Molded linings of the sheeter type are relatively expensive to manufacture because of the method of fabrication.
Asbestos-Based Extruded Lining Friction Material Production Methods
Linings are also made by the extrusion method. This method is very popular. It involves the use of wet rubber or plastic stock. After the stock has been compounded in a rubber mill, it is fed into the hopper of a standard extruding or tubing machine and forced by revolving spiral blade through an orifice of the desired shape and size. The formed but uncured extruded brake lining is dried to remove any solvent present. Then it is cut into predetermined lengths and cured in heated molds.
Woven Asbestos Brake Lining Production Methods
Woven brake lining generally includes wire reinforced long fiber asbestos yarns woven to produce a basic high mechanical strength product. The resinated bonding materials used with the fabric incorporate many different types of resin systems with such different types of fillers as graphite and aluminum oxide.
The woven asbestos fabrics are generally dipped in resin or varnish solutions by various dip-pan procedures. The solvents used with the resin systems are evaporated by means of heating chambers either in the horizontal or vertical direction.
After preparing resin impregnated fabrics, the materials can either be calendered or hot pressed in molds to form the brake linings.
For heavy-duty lining applications, asbestos woven fabrics are manufactured in large looms. Special attention has to be given to the resinated binder solutions in order to properly and accurately penetrate woven fabrics which may be approximately '/ 2 -in. thick. These particular types of linings are tailored for such heavy duty units as logging trucks.
The use of all asbestos yarn, tape or fabric is rare, inasmuch as the cost of the finished product would be extremely high. Such organic fibers as cotton and such synthetic fibers as rayon are blended with the asbestos fibers. ASTM Grade A yarn is the one generally used in brake lining. If the ratio of asbestos to cotton by weight is 80 per cent to 20 per cent, the ratio by volume is approximately two-thirds asbestos to one-third cotton.
Cotton is absorbent and must be treated against the action of water, oil and grease. During the impregnation process to which the woven lining is subjected, the cotton fibers furnish a channel for moving the saturant into the center of the lining. Water proofing agents include asphalt or phenolic resins.
Wire-Woven Asbestos Friction Lining Materials
The wire reinforcement used in woven linings adds to the strength of the lining; it also contributes to the friction and wear properties of the product. There are some woven linings available with wire reinforcement as a backing for the lining; it is not subjected to direct friction contact. See Figure 7.4.
 Brass wire with diameters of 5 mils and larger has been
used in woven lining yarn. Other wires include aluminum
alloys, copper, steel and lead.
Brass wire with diameters of 5 mils and larger has been
used in woven lining yarn. Other wires include aluminum
alloys, copper, steel and lead.
The wire can be used as a core for such asbestos yarn as ASTM Grade A or stitched through woven asbestos fabrics [ASBESTOS TEXTILES].
Linings in this category are among the most popular on the market. They possess good frictional properties and have a generally acceptable rate of wear.
Wire reinforced linings aid in conducting heat away from the friction material.
Woven linings generally contain, on a weight basis, from 40 to 60 per cent asbestos, 10 to 20 per cent cotton, 20 to 40 per cent wire, and 5 to 20 per cent binder material.
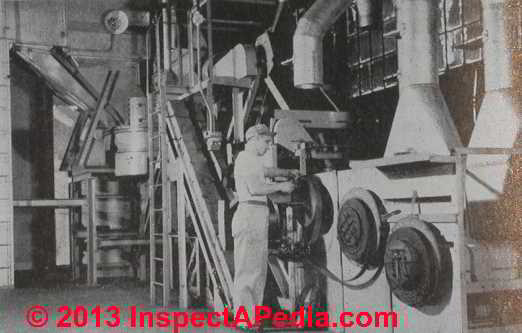
Figure 7.4 Profile, calendering equipment for making wire-clad brake linings. Courtesy Johns Manville Corp.
Calendered Asbestos-Based Woven Lining Friction Materials
The friction material generally used is some form of rubber compound and the processes of mixing are similar to those used in the rubber industry. The mixed compound meets the impregnating cloth at a calender. This operation is usually performed on a heavy machine with three large rolls. T
he rolls can be heated or cooled. The top and bottom rolls are slightly crowned to counteract the tendency to bend at the middle under the tremendous pressure which is exerted.
The friction compound is fed into the opening between the two top rolls. The cloth is fed in from the opposite side between the two bottom rolls and picks up the compound which has been carried around the back side of the middle roll. If the middle and the bottom roll run at the same speed, the operation is called "skimming." The compound is pressed into the spaces in the fabric and the final thickness is determined by the opening between the rolls.
After this operation, the fabric may be coated on both sides, although one side usually has a heavier covering.
Skimming is a much faster operation than the more popular friction method. In the friction method, the rolls run at different speeds and the action is similar to scraping the compound into the fabric. This type of operation is generally used. The calender rolls operate so that the first and third rolls turn in the same direction and the middle roll turns in the opposite direction.
Reader Comments, Questions & Answers About The Article Above
Below you will find questions and answers previously posted on this page at its page bottom reader comment box.
Reader Q&A - also see RECOMMENDED ARTICLES & FAQs
On 2024-01-01 by InspectApedia DF (mod) - asbestos in brake pads?
@Anonymous,
Please see this
FORD BRAKE PAD MSDS [PDF] - retrieved 2024/01/01, original source: fcsdchemicalsandlubricants.com/msds/ca199572en_supplier.pdf
copy here at
inspectapedia.com/hazmat/Ford-Brake-Pads-MSDS.pdf
and also for UK brake products:
DISC BRAKE PADS MIX (TL400V) MSDS [PDF] Bremsen Tecnhick - retrived 2024/01/01 original source: cbsparts.ca/admin/bulletins/MSDS%20TL400V.pdf
and in the future, for discussing brake pads or clutch discs it's best to first see
ASBESTOS FRICTION MATERIALS https://inspectapedia.com/hazmat/Asbestos_Friction_Materials.php
Thanks
DF
[Note: this reader discussion was originally posted on a different page and reposted here for relevancy.]
On 2023-11-29 by Anonymous - (multiple questions posted by one reader)
@InspectApedia Publisher, yea that is the one i wanted to talk about, since asbestos gasket usually not used in our living environment, so my concern was that tge use of it in viechles, not sure about aftermarket, but do most manufactures in US Use them? like ford toyota and bmw?
do companies like ford still using asbestos clutch lining and brake lining in viechles like big trucks? if they don't, it is common as aftermarket product?
were asbestos brake pads organic? what is the most common OEM brake pads used today?
new ford standard brake pad is NAO and low-metallic, does this low metaluc contain asbestos.
On 2023-11-29 by InspectApedia Publisher - is asbestos use in various gaskets common
@Anonymous,
Sorry but I'm afraid that your question is just too broad to answer reliably. Asbestos might be used in gaskets for some applications, made by some manufacturers, in some countries in various forms including asbestos-reinforced rubber or asbestos sheet material.
However you can try this non-scholarly search for yourself: Just search the web for "buy asbestos gasket" or "buy asbestos gasket material" and notice the results - you'll be swamped by "non-asbestos gasket material" or "asbestos-free gasket material".
Bottom line: it is still legal in most countries to import asbestos gaskets or asbestos gasket material but you'll also find that the market is usually dominated by non-asbestos alternative gasket materials.
More important, for a machine or other equipment where a gasket is in typical use, sandwiched between two metal parts with perhaps its edge exposed to air, one would be hard pressed to explain a hazard to anyone nearby.
Our illustration of asbestos- and asbestos-rubber gaskets below is from rubbersealsandgaskets [dot] com
who describe this product line as
Description
Asbestos gaskets are cut from asbestos rubber sheets .
Suitable for use as an oil-resistant jointing medium for heat installations and engine sealing.
We offer complete range of asbestos rubber gaskets. It is manufactured at the temperature from 150 C degree to 650 C degree.
Asbestos rubber gasket is suitable for pipe flange, pump, valve joint.

So while we think that most common gasket material sold in most countries avoids asbestos,
Below is another example of currently-available asbestos gasket sheet material from Fangwo Company - web: fwseal [dot] com
who says
You can buy Asbestos gasket sheet from 0.4mm to 2.5mm thick. You should choose the thinnest material for your application.
Asbestos gasket sheet general performance is by mineral fiber, wood fiber, aramong fiber, mixed fiber, synthetic latex liquid, filler, agent as the main raw materials, pulping, copy, drying, vulcanization and other processes produced gasket material. It is generally used in high temperature and high pressure environment, usually used in internal combustion engine, gearbox and other oil medium sealing gasket base material and other machinery, pipe flange and other oil medium device static sealing gasket material.
On 2023-11-29 by Anonymous
is asbestos use in various gasket common today?
On 2023-12-31 by InspectApedia Publisher - on newer brake parts, the manufacturer may specifically say "non-asbestos" brake parts
@Anonymous,
I gave my best shot at a clear answer to this on the 24th.
it's just above
please take a look and let me know if that's unclear.
Sorry but I don't think that anyone can answer your question simply from a photo of a truck. You'd need to identify the truck brand and model a year and possibly even specific sub-model within year, then, depending on the truck's country of origin and date of manufacture of all of its brake parts, you can find the product specifications for those particular parts. Often you can retrieve the MSDS for the brake pads or shoes used in that vehicle.
You'll often see on newer brake parts that the manufacturer specifically says "non-asbestos" brake parts.
On 2023-12-31 by Anonymous
@InspectApedia DF, is it that something called "transmission plate" or "friction plate" are just another name of what they referred as clutch(as a kind of friction material in a shape of plate)? when i search up friction plate or transmission plate, tons of clutch product came up.
On 2023-12-31 by InspectApedia DF (mod)
@Anonymous,
"Just in" is always a dangerous assumption when we're talking about tens of thousands of products, each capable of having its own design. I think that "generally" is safer. Generally asbestos in clutches or automatic transmissions was in the friction plates.
On 2023-12-27 by Anonymous
@InspectApedia Publisher, so it was just clutch in the transmission.
On 2023-12-24 by InspectApedia Publisher - asbestos was used in clutch plates
@Anonymous,
We've said earlier that asbestos was used in clutch plates (synonym: clutch disks or clutch discs). Since a clutch plate itself is a composite product, it may be helpful to understand that asbestos was used, and in some countries might still be used in the actual friction surface or "facing" on clutch disks.
I apologize if that was unclear. This may help:
The phrase "clutch disks" in automotive use refers to both the clutch disks (or "discs") in manual transmissions AND the clutch disks that are used in automatic transmissions.
We cite asbestos research on this use above on this page.
Quoting from Salazar:
Asbestos has been used in a broad variety of industrial products, including clutch discs of the transmission system of vehicles. Studies conducted in high-income countries that have analyzed personal asbestos exposures of transmission mechanics have concluded that these workers are exposed to asbestos concentrations in compliance with the US Occupational Safety and Health Administration (US OSHA) occupational standards. Clutch facings are the friction component of clutch discs. If clutch facings are sold separated from the support, they require manipulation before installation in the vehicle. The manipulation of asbestos containing clutch facings is performed by a group of mechanics known as riveters, and includes drilling, countersinking, riveting, sanding, and occasionally grinding, tasks that can potentially release asbestos fibers, exposing the mechanics. These manipulation activities are not reported in studies conducted in high-income countries. This study analyzes personal asbestos exposures of transmission mechanics that manipulate clutch facings.
- Source: Salazar, Natalia, María Fernanda Cely-García, Patrick N. Breysse, and Juan Pablo Ramos-Bonilla. "Asbestos exposure among transmission mechanics in automotive repair shops." Annals of Occupational Hygiene 59, no. 3 (2015): 292-306. - original source: academic.oup.com/annweh/article/59/3/292/2740599?login=false
Copy also at
inspectapedia.com/hazmat/Asbestos-Exposure-Transmission-Workers-Salazar.pdf
On 2023-12-24 by Anonymous - (multiple questions by same reader)
@InspectApedia Publisher, is it the transmission plate a type of clutch? or did the transmission system used asbestos gasket before, and that was what DF meant?
I am not expert, so I do not know the structure of a Transmission component, but from what I have heard about something were used in the system contained asbestos were the Transmission plate, clutch and gasket.
wait i am confused, sorry, So you are DF who is answering my question all the time. I am sorry, I thought you were someone else since you used a different ID. Forget what I asked. modern Transmission system parts(stock ones) would not expect to contain asbestos component right?
On 2023-12-24 by InspectApedia Publisher
@Anonymous,
Sorry but it's been DF answering you all along and with all due respect I really can't make sense out of your question. I don't understand what parts you think might be inside of a transmission that would be made of asbestos. That's a place where I think there are gears generally made of steel.
On 2023-12-24 by Anonymous - (multiple questions by same reader)
@InspectApedia Publisher, isn't that kind of wired, since DF said no, which means there were other parts used asbestos in a transmission system, and your opinion is kind of go against his idea. But I can safely assume that America manufactures(big three like Ford,GM,and Dodge not other small company which barely heard of) don't put asbestos in the whole transmission or the whole car anymore right?
i mean there was this" Asbestos in friction materials such as brake linings, clutches & transmissions: history, manufacture, visual identification: how to recognize asbestos-based or asbestos containing electrical insulation materials in products - a visual guide to identifying asbestos." on top of this page. Also for myself i did find a lot of website said there was something called "Transmission Plate" used to be made by asbestos.
On 2023-12-24 by InspectApedia Publisher (mod) - what transmission or "gear box" components would have been made of asbestos
@Anonymous,
Thank you for that clarification. I'm not sure what other transmission or "gear box" components would have been made of asbestos other than clutch facings, and those themselves, would more often be in a separate "box" not inside the transmission itself - at least that was the case with cars and trucks that I worked on 1950-1990.
On 2023-12-23 by Anonymous
@InspectApedia DF, i did try to read, but i couldn't find it. since your article said not to expect modern brake and clutches contain asbesots, can i assume the aame for the gear box?
On 2023-12-23 by InspectApedia DF (mod)
@Anonymous,
No.
We encourage you to actually read the articles in this series. There you'll find answers to all of the many asbesetos questions you've been posting, and those answers are more-detailed, complete, accurate than questions that are posed in a narrow phrasing.
On 2023-12-18 by Anonymous - (multiple questions by same reader)
@InspectApedia Publisher, thank you, after reading them, i saw that in California, the asbestos found in brake were all found in light and medium duty truck with drum brake. and it said drum brake were phased out. so does that meam today's new light and medium duty truck are not using drum brake? and the drum brake with asbestos were all from pre 1990s?
is this kind of rim using drum brake?
is it the the only the clutch component in the gear box used to contain asbedtos?
On 2023-12-18 by InspectApedia Publisher (mod)
@Anonymous,
Apologies - my error
the link to the article you cited is at
inspectapedia.com/hazmat/Airborne-asbestos-concentration-from-brake-changing-Blake.pdf
More research on current asbestos exposure for people working on automotive brake components:
Cely-García, María Fernanda, Mauricio Sánchez, Patrick N. Breysse, and Juan P. Ramos-Bonilla. "Personal exposures to asbestos fibers during brake maintenance of passenger vehicles." Annals of occupational hygiene 56, no. 9 (2012): 985-999.
Notice this studies brake repair shops in Columbia.
https://inspectapedia.com/hazmat/Personal-Exposures-to-Asbestos-Fibers-During-Brake-Maintenance-of-Passenger-Vehicles.pdf
also see
De Vita, Joseph, Stephen Wall, Jeff Wagner, Zhong-Min Wang, and Leela E. Rao. "Determining the frequency of asbestos use in automotive brakes from a fleet of on-road California vehicles." Environmental science & technology 46, no. 3 (2012): 1344-1351.
Abstract:
Asbestos is a known human carcinogen, and recent regulation in California limits asbestiform fibers in brakes to trace levels beginning in 2014, although there is no corresponding federal requirement. In order to gauge the current prevalence of asbestos use in automotive brake applications, the California Air Resources Board tested brake linings from 137 light- and medium-duty vehicles and 54 heavy-duty vehicles. Only about 3% of the light- and medium-duty vehicle brake linings contained chrysotile asbestos. All of those brake linings were drum-type shoes, which are generally being phased out. No asbestos was found in low mileage vehicles presumed to have their original stock linings from the vehicle manufacturer. Additionally, no asbestos was found in the heavy-duty vehicle brake shoe linings sampled. Given the small percentage of vehicle brake linings with asbestos observed, it appears that the prior federal ban that was subsequently overturned, in combination with a threat of litigation, has reduced asbestos use in brake linings. However, our study was limited in scope and without a national ban, the current and future prevalence of asbestos in brakes is uncertain, suggesting the need for continued monitoring of materials released as toxic air contaminants in normal braking operations.
and
Augustyniak, Christine M. "Asbestos." In Economic Analyses at EPA, pp. 171-203. Routledge, 2014.
Abstract:
The Toxic Substances Control Act of 1976 (TSCA) authorizes EPA to control the content of products to eliminate “unreasonable risks.” Over the period 1979–89 EPA dedicated an estimated seven million dollars to conducting sophisticated analyses of the costs and benefits of banning asbestos from more than thirty product categories. The analyses showed that asbestos could be banned from a number of products at low to moderate costs.
In promulgating the final asbestos rule, EPA management perceived a number of changes in the marketplace, such as the elimination of asbestos from new car brakes without noticeable increases in cost. These changes led EPA management to believe that the actual cost of substitutes would be lower than the estimates of record. In the end, EPA decided to phase out all asbestos use in covered product categories over a nine-year period and added a waiver procedure under which manufacturers could petition the agency to extend the deadlines if substitutes were not available.
The evidence shows that the economic analyses were used to categorize products containing asbestos, decide which product groupings to regulate, and divide the covered products into three groups for phased regulation based primarily on the availability of known substitutes. However, for a variety of reasons, management did not give great weight to the estimates of cost per life saved for the individual products. Here, Christine Augustyniak describes the economic analysis and shows how and to what degree the study influenced policy.
and for historical perspective
Paustenbach, Dennis J., Brent L. Finley, Elizabeth T. Lu, Gregory P. Brorby, and Patrick J. Sheehan. "Environmental and occupational health hazards associated with the presence of asbestos in brake linings and pads (1900 to present): a “state-of-the-art” review." Journal of Toxicology and Environmental Health, Part B 7, no. 1 (2004): 25-80.
Abstract:
Throughout the history of automobile development, chrysotile asbestos has been an essential component of vehicle brake linings and pads. Acceptable alternatives were not fully developed until the 1980s, and these were installed in vehicles produced over the past decade. This article presents a “state-of-the-art” analysis of what was known over time about the potential environmental and occupational health hazards associated with the presence of chrysotile asbestos in brake linings and pads. As part of this analysis, the evolution of automobile brakes and brake friction materials, beginning with the early 1900s, is described. Initial concerns regarding exposures to asbestos among workers involved in the manufacture of friction products were raised as early as 1930. Between 1930 and 1959, eight studies were conducted for which friction product manufacturing workers were part of the population assessed. These studies provided evidence of asbestosis among highly exposed workers, but provided little information on the magnitude of exposure. The U.S. Public Health Service proposed the first occupational guideline for asbestos exposure in 1938. The causal relationship between asbestos exposure and lung cancer was confirmed in 1955 in asbestos textile workers in the United Kingdom, and later, in 1960, in South Africa, mesothelioma was attributed to asbestos exposure to even relatively low airborne concentrations of crocidolite. Between 1960 and 1974, five epidemiology studies of friction product manufacturing workers were conducted. During this same time period, the initial studies of brake lining wear (dust or debris) emissions were conducted showing that automobile braking was not a substantial contributor of asbestos fibers greater than 5μm in length to ambient air. The first exposure surveys, as well as preliminary health effects studies, for brake mechanics were also conducted during this period. In 1971, the Occupational Safety and Health Administration promulgated the first national standards for workplace exposure to asbestos. During the post-1974 time period, most of the information on exposure of brake mechanics to airborne asbestos during brake repair was gathered, primarily from a series of sampling surveys conducted by the National Institute of Occupational Safety and Health in the United States. These surveys indicated that the time-weighted average asbestos concentrations (about 1–6h in duration) during brake servicing were between 0.004 and 0.28 fibers per cubic centimeter, and the mean time-weighted average concentration was about 0.05 fibers per cubic centimeter. The data also showed that brake mechanics were not exposed to time-weighted average concentrations above workplace exposure limits in effect at the time of the study. From 1975 to 2002, more than 25 epidemiology studies were conducted examining the risks of asbestos-related diseases in brake mechanics. These studies clearly indicated that brake mechanics were not at increased risk of adverse health effects due to exposure to asbestos. Specifically, the studies found no increased risk of mesothelioma or asbestosis in brake mechanics, and no evidence that lung cancer in this occupational group can be attributed to exposure to asbestos during brake repair. This could be due to one or a number of factors: the airborne concentration of chrysotile asbestos and the duration of exposure are too small to be significant, the chrysotile fibers are too short to be biologically important, that chrysotile fibers are substantially less potent than amphibole fibers in inducing lung cancer and mesothelioma, or other yet-to-be-understood factors. Finally, there were 20 studies published during this time period evaluating asbestos exposure or asbestos-related health effects in friction product manufacture.
On 2023-12-18 by Anonymous - (multiple questions by same reader)
@InspectApedia DF, The link is not working, and i meant to ask what does it mean lesser extent in use now? is it that there are still some old brakes from pre 1983s? since u you guys said the bottom line was to no expect asbestos in brakes and clutches after 1983.
Asbestos is an important and major constituent of many types of friction materials. Modern industry makes use of friction materials in a wide variety of applications—automobiles, trucks, hoists, washing machines, and other moving or rotating equipment. See Figures 7.1 and 7.2 below.from this excerpt, are they still using these asbestos friction material in washing machine
? for figure 7.1 and 7.2 are they still in use after 1983
On 2023-12-17 by InspectApedia DF (mod) - asbestos exposure from current brake work on current vehicles with modern brake shoes
@Anonymous,
Thanks, that's an interesting citation and agrees with what we've suggested about asbestos exposure from current brake work on current vehicles with modern brake shoes.
For other readers,
see
Blake, Charles L., Drew R. Van Orden, Marek Banasik, and Raymond D. Harbison. "Airborne asbestos concentration from brake changing does not exceed permissible exposure limit." Regulatory toxicology and Pharmacology 38, no. 1 (2003): 58-70.
Excerpt and summary here at
https://inspectapedia.com/hazmat/Airborne-asbestos-concentration-from-brake-changing-Blake.pdf
On 2023-12-16 by Anonymous - (multiple questions by same reader)
right now is it mostly the old vehicles that built before 1983 may be a potential harm from asbestos? isn't this year when Ford began to phase out their asbestos uses?
for this article Cely-García, María Fernanda, Mauricio Sánchez, Patrick N. Breysse, and Juan P. Ramos-Bonilla. Personal exposures to asbestos fibers during brake maintenance of passenger vehicles [PDF] (2012) Annals of occupational hygiene 56, no. 9 (2012): 985-999. was the test taken in colombia?
Blake, Charles L., Drew R. Van Orden, Marek Banasik, and Raymond D. Harbison. Airborne asbestos concentration from brake changing does not exceed permissible exposure limit [PDF] Regulatory toxicology and Pharmacology 38, no. 1 (2003): 58-70.
Abstract:
The use in the past, and to a lesser extent today,
what does it mean by lesser extent today? does it mean in aftermarket products. Since you guys stated we would not expect to find asbestos in brakes and clutches after 1983
sorry, i mean is it the less extent means at the time of testing the existing old brakes before 1983?
On 2023-11-03 by InspectApedia Publisher (mod)
@Muhammad,
In the Reader Q&A section on this page, please see our discussion on this topic with Anonymous reader beginning on 10-30-23.
On 2023-11-03 by Muhammad - (multiple questions posted by one reader)
is there asbestos in the brake pads toda?, i hear some said it was not banned in aftermarket and the use were just heavily regulated.
I saw it too, but I dig some research, and saw most people said most car manufactures including Ford, stopped using asbestos in there auto component since 1993 and complete phased out about 1997. So I am wondering is there some sort of regulation on the use of asbestos in cars.
some car component are from countries that asbestos were not regulated as in US. like ford is getting component from Mexico, would those component posdibly contain asbwstos?
On 2023-11-01 by Anonymous - (multiple questions posted by one reader)
is there any ambient asbestos fibers that is either from brakes or deteriorating material that can be inhaled by people around?
There are still some prodcut that allowed to contain asbestos, so may i ask, are these product under strict regulations to ensure public safety in US?
On 2023-10-31 by InspectApedia Publisher
@Anonymous,
Your questions about the potential presence of asbestos in different types of products and similar ones often stem from a high level or worry about asbestos exposure.
We should explain that without very specific information about the level and duration of exposure to airborne asbestos or many other environmental hazards, it is not possible for us to give a definitive answer about the use of asbestos and potential exposure to you or anyone. Without reliable exposure data, an answer to an asbestos exposure hazard is so speculative as to be more misleading than useful.
Although asbestos itself is a HAZARD, in general it does not pose an immediate health RISK merely from its presence in various products. The more significant risks of asbestos exposure come when the asbestos-containing material is soft, friable (easily pulverized) and thus made airborne. Left alone, undisturbed, undamaged, most experts agree that there is no measurable hazard from asbestos.
There is an important difference between a hazard (something is potentially dangerous) and risk (the actual chance of harm) as we explain at
HAZARD vs RISK - what's the difference
Please take a look at that article and do let us know if you find it unclear or incomplete.
As a simple example, you are thousands of times more likely to be badly hurt by falling down stairs than by walking past a pipe that is insulated with or painted with something that might have contained asbestos.
In our OPINION, quite often one's anxiety about a low-risk hazard like undisturbed asbestos is a greater health risk than the asbestos containing product itself.
[Note: this reader discussion was originally posted on a different page and reposted here for relevancy.]
On 2023-10-30 by Anonymous - (multiple questions from this reader are listed below)
are you saying old cars made before 1995s? do new cars after 2000 have it?
so are you saying, the brake during daily friction won't release fibers that could be inhaled by people around?
also google says the use of asbedtos today are mostly commercial, it was never for public use anymore.
also does the dust from friction of the brake pad or lining from other car goes into my car's cabin?
On 2023-10-30 by InspectApedia Publisher (mod)
@Anonymous,
be sure to review
ASBESTOS PRODUCTS BANNED vs PERMITTED U.S. 2023
On 2023-10-30 by Anonymous
@InspectApedia Publisher, i thought thry were banned in US.
On 2023-10-30 by InspectApedia Publisher (mod) - "do i have to worry about brake gasket releasing asbestos"
@Anonymous,
Asbestos may still be used in brake shoes or liners (not "gaskets" - I don't know of gaskets used in brakes except perhaps in the assembly of a brake cylinder). The asbestos hazard from brake shoes is to automotive workers who work on or change or adjust brakes, particularly when the workers used compressed air to "blow off" brakes during work.
On 2023-10-30 by Anonymous
do i have to worry about brake gasket releasing asbestos, i was still small at the time when asbestos were used in brake gasket. but it was banned not soon after.
On 2023-10-31 by InspectApedia Publisher - anxiety about asbestos exposure
@Anonymous,
It is clear from your questions about asbestos potentially being present in different types of products, that you have anxiety about asbestos exposure.
It is impossible for us to give a definitive answer about the use of asbestos and potential exposure to you or anyone with the limited general information that has been provided to us. There is no reliable data provided to give an answer that is anything other than speculative and therefore worth very little.
Although asbestos itself is a HAZARD, it does not always pose an immediate health RISK from its presence in various products.
There is a difference between a hazard and its potential risk as we discuss at
HAZARD vs RISK
inspectapedia.com/hazmat/Hazard-vs-Risk.php
Please review that article.
As a simple example, you are thousands of times more likely to be badly hurt by falling down stairs than by walking past a pipe that is insulated with or painted with something that might have contained asbestos.
Your fear is likely to be a greater health hazard than asbestos particles from undisturbed material.
On 2023-10-31 by Anonymous
@InspectApedia-911, is asbestos use in brake pads in cars not a health hazard to people around when they braking? US hasn't banned it yet. Or is it asbestos in brake pads is so rare that it isn't likely a threat?
On 2022-07-29 by InspectApedia-911 (mod) - Where do car brake pads rank in terms of friability
@Anonymous,
Brake pads and shoes, in the hand, new, are not friable - they are a hard material.
However in use, on the vehicle, when brakes are applied and the brakes wear, dust is indeed created and deposited on the brake assembly.
Brake shoe and brake pad asbestos hazards are well-known, widely-studied and reported, particularly as a health hazard to workers who install or repair vehicle braking systems.
I think a principal hazard that occurs for brake workers arises if / when compressed air is used to clean off the brake drums or shoes or calipers when brake pads or shoes are being replaced.
Do read the article above on this page, where you'll find brake component asbestos hazards mentioned nearly 40 times.
On 2022-07-28 by Anonymous
Where do car brake pads rank in terms of friability, new vs old, and do you know of any particular brands that used asbestos in their brake pads?
On 2016-09-16 by danjoefriedman (mod) - how to rebound a motorcycle oil bath single double sided plate?
Harald:
When I had a worn or damaged clutch plate I found it easier to obtain a new one or factory rebuilt one, even for my 1964 Bultaco Montadero - a killer bike that injured everyone who ever rode it.
On 2016-09-15 by Harald
how to rebound a motorcycle oil bath single double sided plate?
...
Continue reading at ASBESTOS PRODUCTS BANNED vs PERMITTED U.S. 2023 or select a topic from the closely-related articles below, or see the complete ARTICLE INDEX.
Or see these
Recommended Articles
- ASBESTOS HISTORY & PROPERTIES Rosato, 1959 Book Online
- ASBESTOS LIST of PRODUCTS - very extensivce list
- ASBESTOS MATERIAL REGULATIONS
- ASBESTOS PRODUCING COMPANIES & TRUSTS - companies that produced products containing asbestos
- ASBESTOS PRODUCTS BANNED vs PERMITTED U.S. 2023
- DOES THIS MATERIAL CONTAIN ASBESTOS? - 5 easy questions to tell if a BUILDING MATERIAL probably contains asbestos -
- HAZARD vs RISK - what's the difference, why you should care
Suggested citation for this web page
ASBESTOS FRICTION MATERIALS at InspectApedia.com - online encyclopedia of building & environmental inspection, testing, diagnosis, repair, & problem prevention advice.
Or see this
INDEX to RELATED ARTICLES: ARTICLE INDEX to ASBESTOS HAZARDS
Or use the SEARCH BOX found below to Ask a Question or Search InspectApedia
Ask a Question or Search InspectApedia
Try the search box just below, or if you prefer, post a question or comment in the Comments box below and we will respond promptly.
Search the InspectApedia website
Note: appearance of your Comment below may be delayed: if your comment contains an image, photograph, web link, or text that looks to the software as if it might be a web link, your posting will appear after it has been approved by a moderator. Apologies for the delay.
Only one image can be added per comment but you can post as many comments, and therefore images, as you like.
You will not receive a notification when a response to your question has been posted.
Please bookmark this page to make it easy for you to check back for our response.
Our Comment Box is provided by Countable Web Productions countable.ca
Citations & References
In addition to any citations in the article above, a full list is available on request.
- [1] ASBESTOS HISTORY & PROPERTIES [Book online] D.V. Roasato, engineering consultant, Newton MA, Reinhold Publishing Co., NY, 1959, Library of Congress Catalog No. 59-12535. We are in process of re-publishing this interesting text. Excerpts & adaptations are found in InspectApedia.com articles on asbestos history, production & visual identification in and on buildings.
- [2] "Asbestos in Plastic Compositions", A.B. Cummins, Modern Plastics [un-dated, pre 1952]
- [3] "Asbestos in Your Home," Spokane County Air Pollution Control Authority, Spokane WA 509-477-4727 www.scapa.org provides a one-page image, a .pdf file drawing of a house warning of some possible sources of asbestos in the home. The sources are not ranked according to actual risk of releasing hazardous levels of airborne asbestos fibers and the list is useful but incomplete.
- [4] The US EPA provides a sample list of asbestos containing products epa.gov/earth1r6/6pd/asbestos/asbmatl.htm
- [5] "Characterization of asbestos exposure among automotive mechanics servicing and handling asbestos-containing materials", Gary Scott Dotson, University of South Florida, 1 June 2006, web search 3/9/2012 original source: scholarcommons.usf.edu/cgi/viewcontent.cgi?article=3505&context=etd [copy on file as /hazmat/Automotive_Asbestos_Exposure.pdf ].
- [6] Asbestos Identification and Testing References
- Asbestos Identification, Walter C.McCrone, McCrone Research Institute, Chicago, IL.1987 ISBN 0-904962-11-3. Dr. McCrone literally "wrote the book" on asbestos identification procedures which formed the basis for current work by asbestos identification laboratories.
- Stanton, .F., et al., National Bureau of Standards Special Publication 506: 143-151
- Pott, F., Staub-Reinhalf Luft 38, 486-490 (1978) cited by McCrone
- [6] ASBESTOS IN YOUR HOME U.S. EPA, Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460
- [7] Asbestos products and their history and use in various building materials such as asphalt and vinyl flooring includes discussion which draws on ASBESTOS, ITS INDUSTRIAL APPLICATIONS, ROSATO 1959, D.V. Rosato, engineering consultant, Newton, MA, Reinhold Publishing, 1959 Library of Congress Catalog Card No.: 59-12535 (out of print, text and images available at InspectAPedia.com).
- [8] "Handling Asbestos-Containing roofing material - an update", Carl Good, NRCA Associate Executive Director, Professional Roofing, February 1992, p. 38-43
- [9] EPA Guidance for Controlling Asbestos-Containing Materials in buildings, NIAST, National Institute on Abatement Sciences & Technology, [republishing EPA public documents] 1985 ed., Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460 Copy on file as ASBESTOS IN YOUR HOME - U.S. EPA, Exposure Evaluation Division, Office of Toxic Substances, Office of Pesticides and Toxic Substances, U.S. Environmental Protection Agency, Washington,D.C. 20460
- [10] Asbestos In Your Home, U.S. Environmental Protection Agency, website: http://www.epa.gov/iaq/pubs/asbestos.html
Web search 01/20/2011, original source: http://epa.gov/asbestos/pubs/verm_questions.html
prepared by the: Global Environment & Technology Foundation, 7010 Little River Turnpike, Suite. 460, Annandale VA 20003
CONTINUE READING or RECOMMENDED ARTICLES.
- Carson, Dunlop & Associates Ltd., 120 Carlton Street Suite 407, Toronto ON M5A 4K2. Tel: (416) 964-9415 1-800-268-7070 Email: info@carsondunlop.com. Alan Carson is a past president of ASHI, the American Society of Home Inspectors.
Thanks to Alan Carson and Bob Dunlop, for permission for InspectAPedia to use text excerpts from The HOME REFERENCE BOOK - the Encyclopedia of Homes and to use illustrations from The ILLUSTRATED HOME .
Carson Dunlop Associates provides extensive home inspection education and report writing material. In gratitude we provide links to tsome Carson Dunlop Associates products and services.
 | HOME | ABOUT | ASK a QUESTION | CONTACT | CONTENT USE POLICY | DESCRIPTION | POLICIES | PRIVACY | |
| © 2024 - 1985 Publisher InspectApedia.com - Daniel Friedman | |||||||||